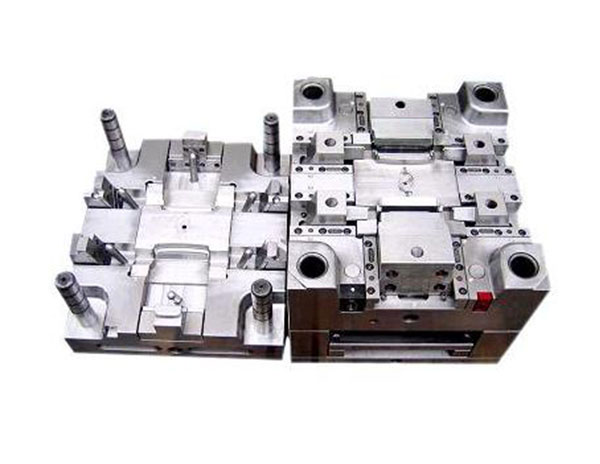
筆模具在制作的過程中,,由于很多因素的干擾,,筆模具在制作出來之后會出現(xiàn)很多誤差的情況,,那么發(fā)生這種情況的主要原因是什么呢,?下面一起來看看吧,。
由于收縮率會因注塑壓力而發(fā)生變化,,因此,,對于單型腔模具,,型腔內的模腔壓力應盡量一致。至于多型腔模具,,型腔之間的模腔壓力應相差很小,。在單型腔多澆口或多型腔多澆口的情況下,必須以相同的注塑壓力注射,,使型腔壓力一致,。為此,必須確保使?jié)部谖恢镁?。為了使型腔內的模腔壓力一致,,最好使?jié)部谌肟谔幍膲毫Ρ3忠恢隆部谔帀毫Φ木馀c流道中的流動阻力有關,。所以,,在澆口壓力達到均衡之前,應先使流道均衡,。
由于熔體溫度和模具溫度對實際收縮率產(chǎn)生影響,,因此在設計精密注塑模具型腔時,為了便于確定成型條件,,必須注意型腔的排列,。因為熔融塑料把熱量帶入模具,而模具的溫度梯度分布一般是圍繞在型腔的周圍,,呈以主流道為中心的同心圓形狀,。
因此,流道均衡,、型腔排列和以主流道為中心的同心圓狀排列等設計措施,,對減小各型腔之間的收縮率誤差、擴大成型條件的允許范圍以及降低成本都是必要的,。精密注塑模具的型腔排列方式應滿足流道均衡和以主流道為中心排列兩方面的要求,,且必須采用以主流道為對稱線的型腔排列方式。
更多筆模具資訊點擊:http://weihoop.com