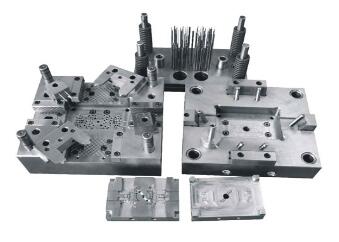
汽配模具在處理中我們也是要做好一些常見的步驟,,對于表面的處理技術我們也是要大致的了解一些常見的點,,下面我們就來說下汽配模具的表面處理技術有什么呢,?
1.水磨
新模具或舊模具翻新,,先用水砂紙水磨,,水磨時水砂紙起點要高,,一般從600#開始,,有些用戶為提高工效,,從400#甚至400#以下的水砂紙開始,,然而,,粗砂紙造成粗砂痕以后細砂紙無論再砂磨也是磨不掉的。
2.拋光
先把1#(粗)拋光劑適量涂在模具表面上,,用電動拋光機拋光,,拋光時,將羊毛盤平放在模具表面,,開動拋光機作園形螺旋狀運轉,,一片片拋過去,不要漏拋,,主要工作量在粗拋,,所以一般粗拋起碼要兩遍至模具光滑為止。粗拋完畢后,,換上新的羊毛盤,,再用3#(細)拋光劑細拋,重復上述操作,,粗細拋光劑不可同用一個羊毛盤,,各用一臺拋光機。
3.潔模
潔模過程是要將模具表面上的拋光劑殘余或油劑等清理掉,,使隨后加上的封孔劑及脫模劑(蠟)可附在模具上,,潔模水用69#潔模水,一般擦兩遍,,先將69#潔模水用紗布擦在模具表面然后抹干,,再涂一層船牌69#潔模水,讓其揮發(fā)干后(約半小時),,再用干凈干布擦至光亮,。
4.封模
對于要求中等光潔度的玻璃鋼產品來講,一般用3#拋光劑拋光過就可以了。但是模具表面經過拋光后,,仍有很多肉眼看不見的微細孔,,所以對于要求精度高的玻璃鋼制品來講,要把這些微細孔封掉,,具體的方法是將船6#封孔劑,,用紗布均勻地涂在模面上,讓其干透(約30-60分鐘),,再用干凈干布擦至光亮,。如果是新模具,要封孔四次,,如果是舊模翻新,,封孔兩次就行。
更多汽配模具消息請訪問:http://weihoop.com/