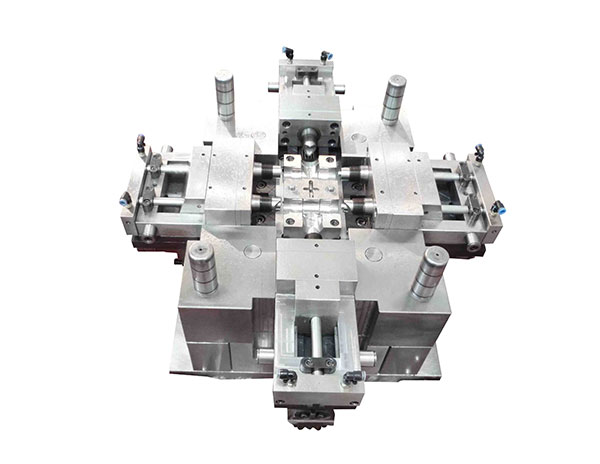
今天我們好好講解一下關(guān)于
汽配模具相關(guān)的知識,講解冷卻對滾塑模具質(zhì)量的影響有哪些,。
滾塑產(chǎn)品質(zhì)量較差主要體現(xiàn)在滾塑制品變形較大,,收縮難以控制,外觀合模線較明顯,,內(nèi)部組織不夠密實(shí),。滾塑產(chǎn)品的質(zhì)量往往跟滾塑設(shè)備、質(zhì)量息息相關(guān),,好的滾塑設(shè)備
能夠自然成型深腔類的產(chǎn)品,、能夠準(zhǔn)確控制產(chǎn)品的成型時(shí)間、成型溫度,、開模時(shí)間,、開模溫度、壁厚的均勻性,。優(yōu)良的滾塑模具會(huì)使產(chǎn)品的外觀質(zhì)量,、壁厚均勻性、內(nèi)部組
織都會(huì)較好,。
模具材料也會(huì)影響冷卻速率,,特別是滾塑制品壁厚也會(huì)影響產(chǎn)品的冷卻速率。在等量的條件下,,鋁模冷卻慢而產(chǎn)生較小的溫度梯度,。鋁模中成型的產(chǎn)品,其結(jié)晶材料顆粒稍
大于在碳鋼和不銹鋼模中成型的產(chǎn)品,,鋼碳和不銹鋼模具以水冷卻會(huì)產(chǎn)出稍高的沖擊性能;但在鋁模中,,使用幾種冷卻速率所得到的結(jié)果是類似的。 冷卻是控制滾塑產(chǎn)品尺
寸和之后成品性能的一個(gè)重要階段,。 快速冷卻的制品將出現(xiàn)翹曲和變形;而慢速冷卻的產(chǎn)品有完好的外形,。但使用較長的生產(chǎn)時(shí)間,。對于滾塑來講,控制冷卻時(shí)間對產(chǎn)品品
質(zhì)和生產(chǎn)時(shí)間的縮短都是重要的部分,。 滾塑較其他大部分加工方法的冷卻速率為慢;這使得潔凈材料如聚乙烯產(chǎn)生較大的晶體結(jié)構(gòu),,同時(shí)使得材料的張力強(qiáng)度、撓曲強(qiáng)度和
撓曲模數(shù)增大,,沖擊性能下降(材料的脆性溫度上升)和延伸量變小,。 慢速冷卻因而產(chǎn)品密度較高,而有較低的沖擊強(qiáng)度,、較低抗應(yīng)力開裂性能和較高的脆化溫度;低密度聚
乙烯由于結(jié)晶度低,,對冷卻方式敏感程度低于高密度聚乙烯。
滾塑和注塑的比較上,,實(shí)驗(yàn)顯示滾塑樣品較注塑樣品有較佳的強(qiáng)度和模量,,而延展性和沖擊強(qiáng)度均比注塑低;截面上的結(jié)晶結(jié)構(gòu)也較大,滾塑件的密度會(huì)比注塑件高5~8%,。
壓縮模制造的樣品,,以27℉/min(15℃/min)冷卻速率與滾塑產(chǎn)品用空氣冷卻的樣品性能相似。張力性質(zhì)如延展性不受冷卻影響,,而撓曲模數(shù)和沖擊性能會(huì)因冷卻而有重大的
影響,。一系列廣泛的測試中,以水-空氣從0至充分的比例混合進(jìn)行冷卻:實(shí)驗(yàn)顯示,,開始時(shí)用氣冷一點(diǎn)時(shí)間比開始時(shí)直接用水能產(chǎn)生較好的沖擊性能,。
更多汽配模具資訊點(diǎn)擊:http://weihoop.com/